ž¦┘䞬žĄ┘å┘Ŗ┘üž¦ž¬
ž¦┘ä┘ģž┤ž¦┘ā┘ä ┘łž¦┘äž╣┘䞦ž¼ ┘ü┘Ŗ ž╣┘ģ┘ä┘Ŗž® žź┘垬ž¦ž¼ žŻ┘垦ž©┘Ŗž© ž¦┘äž©┘ł┘ä┘Ŗ ž¦┘Ŗž½┘Ŗ┘ä┘Ŗ┘å
March 30 , 2023┘ģž╣ ž¦┘䞬┘éž»┘ģ ž¦┘ä┘ģž│ž¬┘ģž▒ ┘ä┘䞬┘ā┘å┘ł┘ä┘łž¼┘Ŗž¦ žī ┘Ŗž¬┘ģ ž¦ž│ž¬ž«ž»ž¦┘ģ žó┘äž® žŻ┘垦ž©┘Ŗž© PE ž╣┘ä┘ē ┘åžĘž¦┘é ┘łž¦ž│ž╣ ┘ü┘Ŗ ž¼┘ģ┘Ŗž╣ ž¼┘łž¦┘åž© ž¦┘äžź┘垬ž¦ž¼ ┘łž¦┘䞣┘Ŗž¦ž® ┘åžĖž▒┘ŗž¦ ┘ä┘ģž▓ž¦┘Ŗž¦┘枦 ž¦┘ä┘üž▒┘Ŗž»ž® žī ┘ģž½┘ä žź┘ģž»ž¦ž»ž¦ž¬ ž¦┘ä┘ģ┘Ŗž¦┘ć ┘ü┘Ŗ ž¦┘ä┘ģž©ž¦┘å┘Ŗ žī ┘łž¬žĄž▒┘Ŗ┘ü ž¦┘äž©┘垦žĪ žī ┘ł┘å┘é┘ä ┘łž¬┘łž▓┘Ŗž╣ ž¦┘äž║ž¦ž▓ ž¦┘ä┘ģž»┘ü┘ł┘å žī ┘łž«žĘ┘łžĘ žŻ┘垦ž©┘Ŗž© ž¦┘äž║ž¦ž▓ žī ┘łž¦┘äž║┘䞦┘ü ž¦┘ä┘łž¦┘é┘Ŗ ┘ä┘ä┘ā┘ćž▒ž©ž¦žĪ ┘łž¦┘䞦ž¬žĄž¦┘䞦ž¬ ž¦┘äž│┘ä┘ā┘Ŗž® ┘łž¦┘ä┘䞦ž│┘ä┘ā┘Ŗž® žī ž¦┘䞯┘垦ž©┘Ŗž© ž¦┘䞥┘垦ž╣┘Ŗž® žī ┘łž¦┘䞯┘垦ž©┘Ŗž© ž¦┘äž▓ž▒ž¦ž╣┘Ŗž® žī ┘ł┘ģž¦ žź┘ä┘ē ž░┘ä┘ā žī ┘ü┘ģž¦ ┘ć┘Ŗ ž¦┘ä┘ģž┤ž¦┘ā┘ä ž¦┘䞬┘Ŗ ┘Ŗ┘ģ┘ā┘å ┘ģ┘łž¦ž¼┘枬┘枦 ┘ü┘Ŗ ž╣┘ģ┘ä┘Ŗž® žź┘垬ž¦ž¼ žŻ┘垦ž©┘Ŗž© ž¦┘äž©┘ł┘ä┘Ŗ žź┘Ŗž½┘Ŗ┘ä┘Ŗ┘垤 ┘ćž░┘ć ž¦┘ä┘ģ┘鞦┘äž® ž│┘ł┘ü ž¬ž│ž▒ž» ž©ž╣žČ ž¦┘ä┘ģž┤ž¦┘ā┘ä ž¦┘䞬┘Ŗ ┘éž» ž¬žŁž»ž½ ┘ü┘Ŗ ž╣┘ģ┘ä┘Ŗž® ž¦┘äžź┘垬ž¦ž¼ ┘łž¬┘éž»┘ģ ž¦┘䞣┘ä┘ł┘ä ž¦┘ä┘ģ┘垦ž│ž©ž®.
ž©ž¦ž»ž” ž░┘Ŗ ž©ž»žĪ žī ┘Ŗž¼ž© žŻ┘å ┘Ŗ┘ā┘ł┘å ž¦┘ä┘ģžĖ┘ćž▒ ž¦┘äžĘž©┘Ŗž╣┘Ŗ ┘䞯┘åž©┘łž© PE ž│┘äž│┘ŗž¦ ┘ł┘ģž¬┘ģž¦ž½┘ä┘ŗž¦ žī ┘ā┘ģž¦ žŻ┘å žó┘äž® ž©ž½┘é ž¦┘䞯┘åž©┘łž© PE ž¬ž¼ž╣┘ä ž¦┘ä┘ģžĖ┘ćž▒ ž¦┘ä┘ģžŁž»ž» ┘ć┘ł ž¦┘ä┘ģžĖ┘ćž▒ ž¦┘äž│┘äž│ žī ž¦┘ä┘ģž│žĘžŁ ┘łž¦┘ä┘ģ┘łžŁž» žī ┘łž¦┘ä┘ä┘ł┘å ž¦┘ä┘ģž¬ž│┘é. ┘ā┘ģž¦ ┘ć┘ł ┘ģž©┘Ŗ┘å ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä ž¦┘䞬ž¦┘ä┘Ŗ.
┘ł┘ģž╣ ž░┘ä┘ā žī ┘Ŗ┘ģ┘ā┘å žŻ┘å ž¬┘åž┤žŻ ┘ģž┤ž¦┘ā┘ä ┘ģž«ž¬┘ä┘üž® žŻž½┘垦žĪ ž╣┘ģ┘ä┘Ŗž® ž¦┘äžź┘垬ž¦ž¼ žī ┘ģž½┘ä:
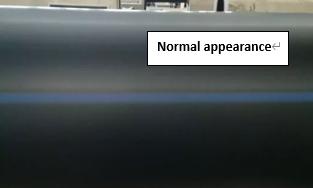
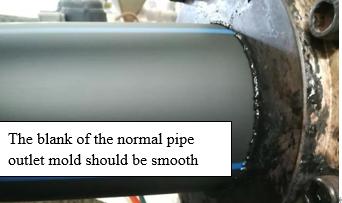
žŻ) ž│žĘžŁ ž¦┘䞯┘åž©┘łž© ž«ž┤┘å
ž©) ž¬žĖ┘ćž▒ ž╣┘䞦┘ģž¦ž¬ ž¦┘䞯ž«ž»┘łž» ž╣┘ä┘ē ž¦┘äž│žĘžŁ ž¦┘äž«ž¦ž▒ž¼┘Ŗ ┘ä┘䞯┘åž©┘łž©
ž¼) ž¬žĖ┘ćž▒ ž╣┘䞦┘ģž¦ž¬ ž¦┘䞯ž«ž»┘łž» ž╣┘ä┘ē ž¦┘äž│žĘžŁ ž¦┘äž»ž¦ž«┘ä┘Ŗ ┘ä┘䞯┘åž©┘łž©
ž¦┘䞣┘ä ž¦┘ä┘ģžŁž»ž» ┘ć┘ł ž╣┘ä┘ē ž¦┘ä┘åžŁ┘ł ž¦┘䞬ž¦┘ä┘Ŗ
žŻ) ž│žĘžŁ ž¦┘䞯┘åž©┘łž© ž«ž┤┘å
’ü¼ ž¦žČž©žĘ ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ž¦┘äž╣┘ģ┘ä┘Ŗž®. ž¬žŁž»ž½ ž¦┘ä┘ģž┤┘ā┘äž® ž©ž┤┘ā┘ä ž╣ž¦┘ģ ž©ž│ž©ž© ž¦┘åž«┘üž¦žČ ž»ž▒ž¼ž® ž¦┘䞣ž▒ž¦ž▒ž®.
’ü¼ ž▓┘Ŗž¦ž»ž® ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ┘ģ┘Ŗž¦┘ć ž¦┘䞬ž©ž▒┘Ŗž» žŻ┘ł ž│ž▒ž╣ž® ž¦┘äžź┘垬ž¦ž¼.
’ü¼ ž¬žŁ┘é┘é ┘ģ┘ģž¦ žźž░ž¦ ┘āž¦┘å ž¦┘ä┘ģ┘ģž▒ ž¦┘ä┘ģž¦ž”┘Ŗ ┘ģž│ž»┘łž»┘ŗž¦ žŻ┘ł žŻ┘å žČž║žĘ ž¦┘ä┘ģž¦žĪ ž║┘Ŗž▒ ┘ģž¬ž│ž¦┘ł┘Ź žī ┘ģ┘ģž¦ ┘Ŗžżž»┘Ŗ žź┘ä┘ē ž¦┘åž│┘āž¦ž© ž¦┘ä┘ģ┘Ŗž¦┘ć ┘łž«ž┤┘ł┘åž® ž╣┘ä┘ē ž│žĘžŁ ž¦┘䞯┘åž©┘łž©. žŻ┘ł ž¬žŁ┘é┘é ┘ģ┘ģž¦ žźž░ž¦ ┘āž¦┘å žČž║žĘ ž¦┘ä┘ģž¦žĪ ┘ģž▒ž¬┘üž╣┘ŗž¦ ž¼ž»┘ŗž¦ ┘ł┘ģž╣ž»┘ä ž¦┘䞬ž©ž▒┘Ŗž» ž│ž▒┘Ŗž╣ ž¼ž»┘ŗž¦.
’ü¼ ž¬žŁ┘é┘é ┘ģ┘ģž¦ žźž░ž¦ ┘āž¦┘垬 žŁ┘ä┘éž® ž¦┘䞬ž│ž«┘Ŗ┘å ž¦┘äž«ž¦žĄž® ž©ž¦┘äž©ž▒┘ģ┘Ŗ┘ä ┘łž¦┘äž▒žŻž│ ž¬ž¦┘ä┘üž® žī ┘ģ┘ģž¦ ┘Ŗžżž»┘Ŗ žź┘ä┘ē ž╣ž»┘ģ ┘ā┘üž¦┘Ŗž® ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ž¦┘ä┘ģž╣ž¦┘äž¼ž®.
’ü¼ ž¦žČž©žĘ ┘ģž╣ž»┘ä ž¬ž»┘ü┘é ┘ģž»ž«┘ä ž║┘䞦┘ü ž¦┘䞬žŁž¼┘Ŗ┘ģ.
ž¦ž│ž¬ž┤ž▒ ┘ģ┘łž▒ž» ž¦┘ä┘ģ┘łž¦ž» ž¦┘äž«ž¦┘ģ ┘ä┘ģž╣ž▒┘üž® ┘ģž╣┘ä┘ģž¦ž¬ ž¦┘ä┘ģ┘łž¦ž» ž¦┘äž«ž¦┘ģ ┘ä┘ćž░┘ć ž¦┘äž»┘Å┘üž╣ž® (žŁž¼┘ģ ž¦┘äž░┘łž©ž¦┘å žī ┘łž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ž¦┘ä┘ģž╣ž¦┘äž¼ž® žī ┘ł┘ģž¦ žź┘ä┘ē ž░┘ä┘ā)
’ü¼ ž¬žŁ┘é┘é ┘ģ┘å ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ┘é┘äž© ž¦┘ä┘鞦┘äž© žī žźž░ž¦ ┘āž¦┘垬 žŻž╣┘ä┘ē ┘ģ┘å ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ┘éž│┘ģ ž¦┘ä┘ģž«ž▒ž¼ žī ┘é┘ģ ž©ž▓┘Ŗž¦ž»ž® žŻ┘ł ž«┘üžČ ž»ž▒ž¼ž® ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘䞯ž│ž¦ž│┘Ŗž®.
’ü¼ ┘åžĖ┘ü ž¦┘ä┘鞦┘äž© (0.5-1 ž│┘ģ ┘ü┘Ŗ ž¦┘ä┘鞦┘äž© ž¦┘䞯ž│ž¦ž│┘Ŗ ┘ģž╣ž▒žČ ž©ž┤┘ā┘ä ž«ž¦žĄ ┘ä┘üžŁ┘ģ ž¦┘ä┘ā┘ł┘ā ┘ł┘Ŗž¬ž│ž©ž© ┘ü┘Ŗ žŻ┘å ┘Ŗ┘ā┘ł┘å ž¦┘äž│žĘžŁ ž║┘Ŗž▒ ┘ģžĄ┘é┘ł┘ä).
’ü¼ ž¦žČž©žĘ ž¦┘ä┘ģž│ž¦┘üž® ž©┘Ŗ┘å ž║┘䞦┘ü ž¦┘䞬žŁž¼┘Ŗ┘ģ ┘ł┘ģž«ž▒ž¼ ž¦┘ä┘ģž«ž▒ž¼ žī ┘ł┘ā┘ä┘ģž¦ ž¦┘鞬ž▒ž©ž¬ ž¦┘ä┘ģž│ž¦┘üž® žī žŻžĄž©žŁ ž│žĘžŁ ž¦┘䞯┘åž©┘łž© žŻ┘āž½ž▒ ž│┘䞦ž│ž®.
’ü¼ ž¬ž╣ž»┘Ŗ┘ä ž¦┘䞥┘Ŗž║ž®. ž¬žŁž»ž½ ž¦┘ä┘ģž┤┘ā┘äž® ž©ž┤┘ā┘ä ž╣ž¦┘ģ ž©ž│ž©ž© žČž╣┘ü ┘åž│ž©ž® ž░┘łž©ž¦┘å ž¦┘äžźžĄž©ž╣ ž¦┘ä┘ģ┘åž«┘üžČ ┘łž░┘łž©ž¦┘å ┘ģž¦ž»ž® ž¦┘äžźžĄž©ž╣ ž¦┘äž╣ž¦┘ä┘Ŗž®.
ž©) ž¬žĖ┘ćž▒ ž╣┘䞦┘ģž¦ž¬ ž¦┘䞯ž«ž»┘łž» ž╣┘ä┘ē ž¦┘äž│žĘžŁ ž¦┘äž«ž¦ž▒ž¼┘Ŗ ┘ä┘䞯┘åž©┘łž©

’ü¼ ž¦žČž©žĘ žČž║žĘ ┘ģž«ž▒ž¼ ž║┘䞦┘ü ž¦┘䞬žŁž¼┘Ŗ┘ģ žī ┘ģžĘ┘ä┘łž© ┘ģ┘łž¦ž▓┘åž® žźž«ž▒ž¦ž¼ ž¦┘ä┘ģž¦žĪ žī ┘ł┘Ŗ┘ģ┘ā┘å žŻ┘å ž¬ž¬ž│ž©ž© ┘ā┘ģ┘Ŗž® ž¦┘ä┘ģž¦žĪ ž¦┘äž▓ž¦ž”ž»ž® ž©ž│┘ć┘ł┘äž® ┘ü┘Ŗ žŁž»┘łž½ ž¦┘äž«┘åž»┘é.
’ü¼ ž¦žČž©žĘ ž▓ž¦┘ł┘Ŗž® ž¦┘ä┘ü┘ł┘ćž® ┘ü┘Ŗ ž«ž▓ž¦┘å ┘ģž╣ž¦┘Ŗž▒ž® ž¦┘ä┘üž▒ž¦ž║ ┘äž¼ž╣┘ä ž¦┘䞯┘åž©┘łž© ┘Ŗž©ž▒ž» ž©ž¦┘䞬ž│ž¦┘ł┘Ŗ.
’ü¼ ž¬žŁ┘é┘é ┘ģ┘ģž¦ žźž░ž¦ ┘āž¦┘å ┘ć┘垦┘ā žŁžĘž¦┘ģ žī ┘垬┘łžĪž¦ž¬ žī ┘ł┘ģž¦ žź┘ä┘ē ž░┘ä┘ā ┘ü┘Ŗ ž¦┘䞯ž¼┘ćž▓ž® ┘ģž½┘ä ┘é┘łž¦┘äž© ž¦┘ä┘ģž«ž▒ž¼ žī ┘łžŻ┘ā┘Ŗž¦ž│ ž¦┘䞬žŁž¼┘Ŗ┘ģ žī ┘łžó┘䞦ž¬ ž¦┘ä┘éžĘž╣ žī žź┘äž«.
’ü¼ ž╣┘åž» ž¦ž│ž¬ž©ž»ž¦┘ä ž¦┘ä┘ģ┘łž¦ž» ž¦┘äž«ž¦┘ģ žī ž│ž¬ž┤┘ā┘ä žŻ┘ŖžČ┘ŗž¦ žŻž«ž¦ž»┘Ŗž» ┘ģž«žĘžĘž® žī ┘łž¦┘䞬┘Ŗ ž│┘ł┘ü ž¬ž│ž¬ž║ž▒┘é ┘ł┘鞬┘ŗž¦ ┘䞬žŁž│┘Ŗ┘å┘枦. ž╣┘åž» ž¬ž║┘Ŗ┘Ŗž▒ ž¦┘ä┘ģ┘łž¦ž» ž¦┘äž«ž¦┘ģ (┘ģž½┘ä MPP ┘ä┘Ć PE) žī ┘ģ┘å ž¦┘äžČž▒┘łž▒┘Ŗ ž║ž│┘ä ž©ž▒┘ģ┘Ŗ┘ä ž«žĘ ž©ž½┘é ž¦┘䞯┘åž©┘łž© PE ž©žŁ┘łž¦┘ä┘Ŗ 200 ┘āž¼┘ģ ┘ģ┘å ž¦┘ä┘ģ┘łž¦ž» ž¦┘ä┘å┘é┘Ŗž® ž©žźžĄž©ž╣ ž¬ž░┘łž© ┘ģ┘åž«┘üžČ žī ┘łž║ž│┘ä ž¦┘ä┘ģ┘łž¦ž» ž¦┘䞯ž«ž▒┘ē ┘ü┘Ŗ ž¦┘äž©ž▒┘ģ┘Ŗ┘ä žī ž½┘ģ ž¦ž│ž¬ž«ž»ž¦┘ģ ┘ģž¦ž»ž® ž¦┘䞥┘Ŗž║ž® ┘äžź┘垬ž¦ž¼┘枦.
ž¼) ž¬žĖ┘ćž▒ ž╣┘䞦┘ģž¦ž¬ ž¦┘䞯ž«ž»┘łž» ž╣┘ä┘ē ž¦┘äž│žĘžŁ ž¦┘äž»ž¦ž«┘ä┘Ŗ ┘ä┘䞯┘åž©┘łž©
’ü¼ ž¬žŁ┘é┘é ┘ģ┘ģž¦ žźž░ž¦ ┘āž¦┘å ž¦┘䞯┘åž©┘łž© ž¦┘äž»ž¦ž«┘ä┘Ŗ ┘ģž║┘ģ┘łž▒┘ŗž¦ ž©ž¦┘ä┘ģ┘Ŗž¦┘ć žī ┘łžźž░ž¦ ž»ž«┘䞬 ž¦┘ä┘ģ┘Ŗž¦┘ć žī ┘üž¦žČž║žĘ ž╣┘ä┘ē ž¦┘䞯┘åž©┘łž© ž¦┘ä┘üž¦ž▒ž║ ž¦┘äž░┘Ŗ ž¬┘ģ ž¬žĄž»┘Ŗž▒┘ć ┘ä┘䞬┘ł žź┘ä┘ē ž¦┘ä┘鞦┘äž© ž©žźžŁ┘āž¦┘ģ ┘äžźž║┘䞦┘é ž¬ž¼┘ł┘Ŗ┘ü┘ć ž¦┘äž»ž¦ž«┘ä┘Ŗ. ┘Ŗž¼ž© žź┘Ŗ┘鞦┘ü ž¦┘䞯┘éžĘž¦ž▒ ž¦┘ä┘āž©┘Ŗž▒ž® ┘䞬žĄž▒┘Ŗ┘ü ž¦┘ä┘ģ┘Ŗž¦┘ć ┘éž©┘ä ž¦┘äž©ž»žĪ žī žŻ┘ł ž¦ž│ž¬ž«ž»ž¦┘ģ ž¦┘äž│ž» ┘ä┘ģ┘åž╣ ž¦┘ä┘ģž¦žĪ ┘ģ┘å ž¦┘䞬ž»┘ü┘é ┘ü┘Ŗ ž¦┘䞯┘åž©┘łž© ž¦┘ä┘ģž¬žĄ┘ä žŁž»┘Ŗž½┘ŗž¦.
ž¬┘é┘ä┘Ŗ┘ä ž»ž▒ž¼ž® ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘äž»ž¦ž«┘ä┘Ŗž® ┘ä┘äž╣┘ü┘å.
┘é┘ģ ž©ž¬┘åžĖ┘Ŗ┘ü ┘鞦┘äž© ž¦┘䞬┘ä┘ģ┘Ŗž╣ ┘łžźžĄ┘䞦žŁ┘ć žī žŁ┘Ŗž½ ┘éž» ┘ŖžŁž¬┘ł┘Ŗ ž¦┘ä┘鞦┘äž© ž╣┘ä┘ē ž¬ž▒ž¦┘ā┘ģ ┘ä┘üžŁ┘ģ ž¦┘ä┘ā┘ł┘ā.
’ü¼ ┘Ŗžżž»┘Ŗ ž¦┘䞬ž╣žĘ┘ä ž¦┘ä┘ģ┘üž▒žĘ žź┘ä┘ē ž¦┘åž«┘üž¦žČ ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ž¦┘ä┘鞦┘äž© ž¦┘䞯ž│ž¦ž│┘Ŗ žī žŻ┘ł ┘Ŗžżž»┘Ŗ žź┘ä┘ē ž¬žŁž¼┘Ŗ┘ģ ž¦┘ä┘鞦┘äž©.
No. 17, Xiwei road, Qiandeng town, Kunshan city, Jiangsu province, China
ž¦┘äž©ž▒┘Ŗž» ž¦┘äžź┘ä┘āž¬ž▒┘ł┘å┘Ŗ : jelf@wonplus.com.cn
┘枦ž¬┘ü : +86-18962213276
Whatsapp : +86-18962213276
 ž┤ž©┘āž® IPv6 ┘ģž»ž╣┘ł┘ģž®
ž┤ž©┘āž® IPv6 ┘ģž»ž╣┘ł┘ģž®